
模拟器:铣削中使用M6指令时的刀具更换点
Last change: Sep 29, 2017
在机器上的实践中,该命令通常确保使用的最后一个工具自动移动到刀具更换点。 然而,在SYMplus的控制模拟器中,M6没有模拟换刀的行程路径,因此刀具更换位于先前使用的刀具的最后位置,这取决于刀具的参数设置而有可能导致碰撞。
但是,您可以在相应的模拟器的预设文件中将M6对应到特定的子程序,并将其写入G0 Z100 M9。 方法如下:
通过单击上下文菜单中的编辑(右键单击)打开相应的预设文件。 您将在用户数据的主目录中找到该结尾的ini文件。 文件名有些“隐秘”:SIMUMERIK 810D/840D预设文件的文件名为S810FWX.INI,3 + 2轴的预设文件名为S810FW3.INI,用于HAAS控制系统的预设文件的文件名为HAVFFWX.INI,用于DECKEL Dialog 4的是 DDI4FWX.INI ,用于FANUC 0i-MC的是 F0ICFWX.INI。
在[Interpreter]选项卡中,您将找到这两个条目: TOOL_MFUNC = TOOL_MFUNC_UP = 在TOOL_MFUNC =中,添加执行刀具更换的M功能编号,6表示的是M6: TOOL_MFUNC = 6 在TOOL_MFUNC_UP =中,添加要调用的子程序的名称。请务必遵守相应控制系统的命名约定。例如: TOOL_MFUNC_UP = 8666 ...对于一个控制系统,文件编号最多4位数,所有子程序以数字8开头,
TOOL_MFUNC_UP = L6 ...对于SIEMENS控件,其中程序名称必须以两个字母开头或用L后跟数字
保存ini文件。 然后启动软件并在模拟器中写入相应的子程序。在上面的例子中,子程序命名为8666或L6。 如果主程序和子程序的控制系统不同,请确保已经创建了相应的子程序!
根据控制器的格式要求,子程序示例如下:
- O8666
- G00 G90 G40 Z100.0
- M09
- M05
- M99
或
- %_N_L6_SPF
- N1 G40
- N2 G90
- N3 G0 Z100
- N4 M9
- N5 M5
- N6 M17
保存刀具更换子程序的文件夹位置很重要:SYMplus仅在当前目录中,即存储主程序的目录中,调用子程序。如果您使用不同的程序目录,则刀具更换子程序必须复制到这个目录中。 或者(更好的办法!)将其保存到“公共文件”文件夹中,并在模拟器的首选项中指定该文件夹作为“子程序中央文件夹”。具体步骤(例如:FANUC 0i-MC):
F8设置> F4系统配置> F1预设>选择'控制系统/仿真'> F2更改> F1文件管理...
图片请见: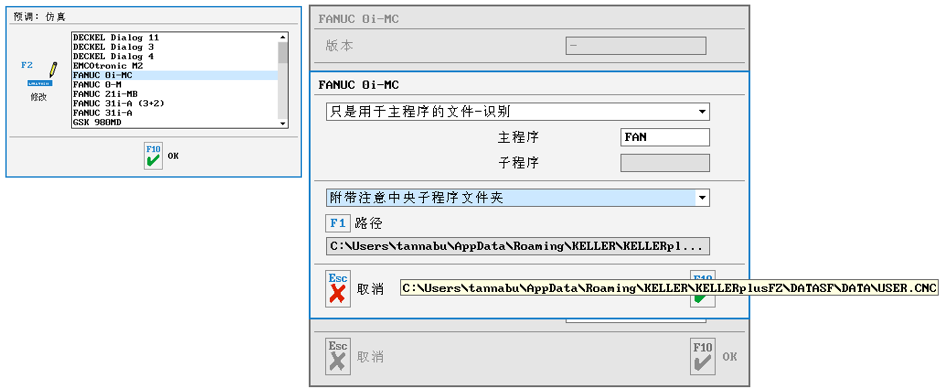
该设置将存储在上述的ini文件中,因此您也可以直接在其中输入该指令(这里用“..”表示您的用户名,另请参阅:在哪里可以找到用户数据? ) UP_GLOBAL_PATH=C:\Users\..\AppData\Roaming\KELLER\KELLERplusFD\DATASF\DATA\GEMEINSA